

Aluminium is the most abundant metallic element, which is found in the earth's crust, and is a non-ferrous metal. It is one of the most widely used materials in the automotive and aeronautical industries due to its weight, its good performance in allowing mechanical resistance to various alloys and its high thermal conductivity, among other characteristics.

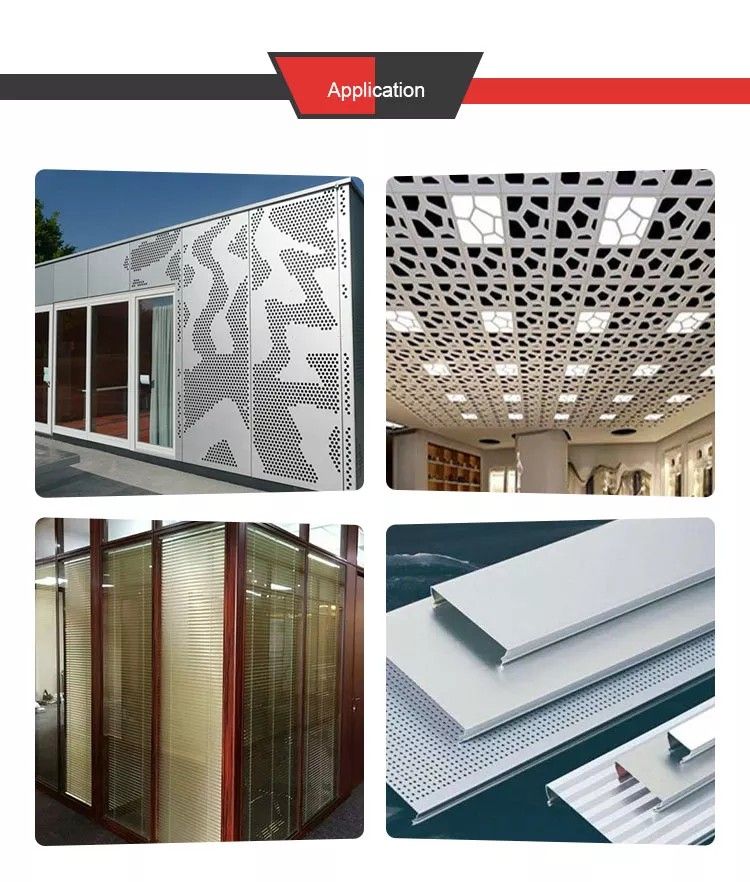
Stable to air and resistant to corrosion, aluminium is, with the correct treatment, an excellent material for structural or decorative purposes and can be used in seawater as well as in many aqueous solutions and other chemical agents.

Pure aluminium
Pure aluminium has almost no application because it is a soft material with low mechanical strength. This is why it needs to be treated and alloyed with other elements in order to increase its resistance and obtain other qualities.

Industrial applications
In the chemical industry, aluminium and its alloys are used to make tubes, containers and equipment. In transport, they are useful in the construction of aircraft, lorries, rail vehicles and cars.
Due to its high thermal conductivity, aluminium is used in kitchen appliances and in the pistons of internal combustion engines. We are already familiar with it, except for its use in aluminium foil.
It is an ideal material that is easy to shape and can therefore be used in flexible packaging, bottles and cans.
Preparation for recycling
Using recycled aluminium to produce new aluminium alloys can reduce the energy required to produce the material by up to 90% compared to the energy required to extract it from nature.
Research is currently underway to discover new ways to try and recycle most of the aluminium used in industry.
Weight
As already mentioned, aluminium is a very light metal (2.7 g/cm3), a third of the specific gravity of steel. This is why vehicles using this material can reduce their dead weight and energy consumption.
Corrosion resistance
Naturally, aluminium produces a protective oxide layer which is highly resistant to corrosion. For this reason it is used in the food industry for preservation and protection.
Electrical and thermal conductivity
Due to its weight, aluminium is an excellent conductor of heat and electricity, even better than copper. This is why it is used in the main electrical transmission lines.
Reflectivity
It is an excellent material for reflecting light and heat and is mainly used in lighting equipment or rescue blankets.
Ductility
Aluminium is ductile and has a very low melting point and density. It is highly modifiable, which allows it to be used in the manufacture of wires and cables, and has recently been used extensively in high voltage power lines.
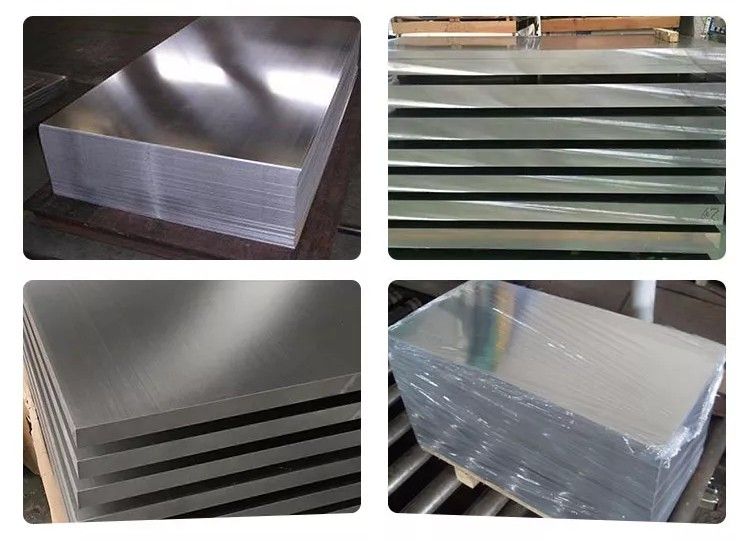
At Sino steel we are supported by world-leading factories, so we are proud to be able to supply high quality aluminium to suit your needs. If you require a specific alloy for your industry, our experts will follow up with you via our live chat.
Post time: Jan-10-2023